|
 
.jpg)  浙江省印染行业协会 电 话:0571-87039794 28807660 地 址:浙江省杭州市上城区解放路138号2号楼东5楼502室 网 址:www.zjyr.net |
高效再利用印染废水对织物染色性能的影响探究2022-07-11张建国 周杰 陈威
高效再利用印染废水对织物染色性能的影响探究
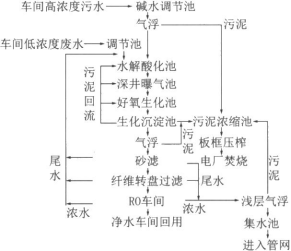
盛虹集团 张建国 周杰 陈威 摘要:通过对以低压抗污染膜分析技术为核心,以物化气浮协同,生物增效为保障运行的印染废水低能耗、高回收技术生产的回用水,进行水质分析、评估,进而与清水做对比,探讨其对不同织物染色性能的影响。实践证明,印染废水经过膜处理再生回用各项指标均达到或超过印染生产用水的要求,可单独或与清水按一定比例混合使用,且完全满足加工高档面料产品的布面效果、物理指标和牢度要求。 关键词:高效;回用;印染废水;膜处理;染色 前言 根据工信部《印染行业规范条件(2017版)[1]要求,我国对印染行业单位产品水耗将按照<1.6吨/百米,企业的水重复利用率达到40%以上执行。印染行业需依靠科技进步、管理创新、产品开发、清洁生产、节能减排来推进企业的结构调整和转型升级,其中提高印染废水再利用率是大势所趋[2-5]。 相关统计数据表明,工业废水约占我国废水总量的57%。而印染废水则占到了废水总量的35%[6]。 加之该类废水成分相当复杂,往往含多种有机染料,并且毒性较强,色度深,pH值波动大,难降解,组分变化大,因此选择合适的废水处理手段,无疑对提高水资源利用效率具有十分重要的意义。本公司根据前处理不同工序出水水质和污染物的特性,通过分质处理和混合处理的分流处理,利用酸析技术实现碱减量废水中对苯二甲酸低聚物和总锑协同处理去除。通过强化污泥活性和利用微电池原理降解提升了工艺效率,通过改进深井曝气的供氧系统、增加生物量、优化调控微生物作用及潜力提高处理能力。通过使用高通量、抗高污染反渗透膜产品和在线监控系统控制主要工艺段的工艺参数和关键控制条件,实现了印染废水的高效再生利用。主要的水处理工艺路线如下图l所示: 本文通过对处理后的回用水进行基本理化性质测试,进而与生产用取水作对比,探讨其对织物染色性能的影响。
图1印染废水处理再利用工艺路线
1实验 1.1材料 T400 (75D/48F, 680*520根/10cm); 300T涤塔夫(50D/48F, 740*440根/10cm): 320T春亚纺(50D/72F, 750*500根/10cm); 300T尼丝纺(40D/34F, 750*440根/10cm): 75D仿记忆(75D/72F,800*350根/10cm); 斜纹桃皮绒(75D/72F*150D/144F,540*340根/10cm): 228T尼龙塔丝绒(70/48F*160D/96F,630*270 根/10cm)。 1.2染科及助剂 液碱(32%)、双氧水、冰醋酸50%(工业级市售品);退浆剂TF-127HA、螯合分散剂TF-133F、分散匀染剂TF-212K、酸性匀染剂TF-217CA、碳六防水剂TG- 4880、精炼剂TF-188A(浙江传化集团有限公司);分散荧光黄10G、分散荧光红B、分散荧光桃红BG、分散B艳(德司达染料有限公司):分散300%ECT黑、 分散200%深兰H-GL、分散橙S-2RFL、分散200%红玉SE-2GF、分散兰2BLN、分散红3B、分散灰E-N、分散金黄MRD(渐江龙盛集团股份有限公司);酸性翠兰A-G、酸性A-3G黄(亨斯迈化工贸易(上海)有限公司):酸性AB灰、酸性2BL灰、酸性67橙、酸性B-NS 红、酸性ACE黑、酸性M-R藏青、酸性M-A黄、酸性M-B红、酸性还原清洗剂RC(上海雅运纺织化工股份有限公司);清水(河水经净化过滤处理后的生产用水):膜处理水(印染废水经达标处理后经反渗透膜处理后的回用水)。 1.3仪器 高温高压溢流染色机(台湾东武工业股份有限公司);定型机(韩国美光机械株式会社);平幅退浆机(台湾鸿荣染整机械股份有限公司);宏益金刚砂小样机(杭州三锦仪器设备有限公司): Datacolor-SF600测配色系统(美国DatacoIor)公司;M232型汗渍色牢度仪、Y902N型汗渍色牢度烘箱、Y507L型摩擦牢度仪(温州大荣纺织仪器有限公司);CP323S电子分析天平、RTG-1210拉伸仪、DAU- 3200断裂测试仪(雅马拓科技贸易(上海)有限公司)。 1.4检测方法 1.4.1水质标准PH值 pH 值 按GB/T 6920-1986,玻璃电极法测定 总硬度 按GB/T 7477-1987 EDTA滴定法测定 电导率 按GB/T 6682-2008电导仪法测定 铁 按GB/T 11911-1989分光光度法测定 锰 按GB/T 1191卜1989分光光度法测定 色度 按GB/T 11903-1989稀释倍数法测定 悬浮物 按GB/T 11901-1989重量法测定 浊度 按GB/T 13200-1991测定 化学需氧量COD 按HJ828-2017重铬酸盐法测定。 1.4.2织物指标 耐水洗色牢度,按照IS0 105/C06:2010《纺织品色牢度试验第C06部分:耐家庭和商业洗涤色牢度》A2S部分测定; 耐汗渍色牢度,按照IS0 105/E04: 2008《纺织品色牢度试验第E04部分:耐汗渍色牢度》测定: 耐摩擦牢度,按照IS0 105 X12:2002《纺织品色牢度试验耐摩擦色牢度》测定; 断裂强力,按照GB/T 3923-1997《纺织品织物拉伸性能第一部分:断裂强力和断裂伸长的测定条样法》测定; 撕破强力,按照GB/T 3917.2-2009《纺织品织物撕破性能第2部分:裤型试样(单缝)撕破强力的测定》测定: 接缝滑移,按照GB/T 13772.1-2008《纺织品机织物接缝处纱线抗滑移的测定第一部分:定滑移量法》进行测试。每个样品测定5次,取平均值。 反光度测试,按欧洲标准EN471-2003《高可视警示服职业装一测试方法及要求》测定; 颜色指标,将染色后的织物晾干后,把待测织物折叠为双层,采用UltraScan XE测色仪测定,表面得色深度用K/S值表示,颜色参数△L*,△a*.△b* 和△E值。 拒水性测试,根据AATCC22-2010《拒水性:喷淋试验》进行测试,样大小为20cm×20cm,喷淋时间为25~30s,轻敲测试织物两端后与标样对照评级。 退浆效果,采用阳离子着色法评价。将经过退浆后的织物剪成6×6cm大小,然后用0.5% (owf)阳离子红2GL,浴比1:30~50,染液pH=5。工艺条件: 50℃×10min,然后充分水洗干净。烘干后目测织物着色情况,织物着色越深,浆料含量越多,退浆效果差:反之,织物着色越浅,浆料含量越少,退浆效果越好。退浆率按照下式计算:
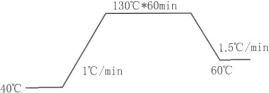
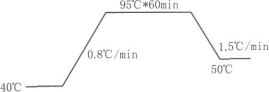
其中,ml为织物退浆前质量;m:为织物退浆后质量。 1.5生产加工 织物加工流程如下:配桶→退卷→冷堆→平幅退浆→染色→脱水→开幅→定型→检验→出仓。 1.5.1冷堆 液碱(32%)/g.L-1 100 退浆剂TF-127A/g.L-1 5 H202/g.L-l l 堆置温度/℃ 35 堆置时间/h 24 卷架逆转速/r.min- 1 10 1.5.2平幅退浆 液碱(32%) /g.L-1 50 退浆剂TF-127A/g.L-1 5 螯合分散剂TF-133F/g.L-1 2 温度/℃ 95 车速/m.mln一1 60 1.5.3染色 分散染料配方及上染工艺: 分散染料/% (owf) X 分散匀染剂TF-212K/g.L-1 0.6 冰醋酸50%/g.L-l l 图2分散染料上染工艺 酸性染料配方及上染工艺: 酸性染料/% (owf) X 酸性匀染剂TF-217CA/g.L-1 0.8 冰醋酸50%/g.L-1 0.8
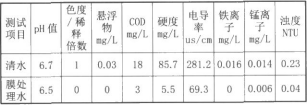
图3酸性染料上染工艺 1.5.4防水整理 碳六防水TG-4880/g.L-1 20 冰醋酸50%/g.L-1 0.2 定型温度/℃ 175 车速/ra.min-1 45 2结果与讨论 2.1水质 表1生产用清水与膜处理水的水质测试结果
从表l可看出,膜处理后的印染废水其pH值与生产用清水基本一致,但在COD、硬度、电导率、铁离子、锰离子、浊度等指标上明显低于清水。说明经膜处理后回用水的水质优于清水,符合高质量生产用水要求。 2.2水质对前处理效果影响 按1.4.2中的退浆效果的检测方法的阳离子着色法评价化学浆料方法,对织物的退浆效果进行评价,结果见表2。 表2使用两种生产用水经前处理后的布面退浆效果
按1.4.2中的退浆效果的检测方法,对织物的退浆效果进行评价,结果见表3。 表3使用两种生产用水经前处理后的布面退浆率情况
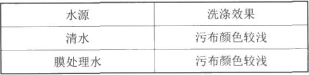
用T/C标准污布,在相同的工艺条件下液碱2g/L,精炼剂TF-188A lg/L,液量lOOmL浴比1:25,升温到100度*30分钟,降温冷水烘干,测定污布去污后白度,结果见表4。 表4使用两种生产用水处理后的去污效果
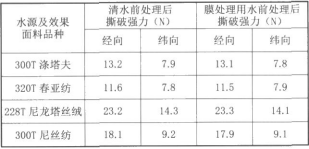
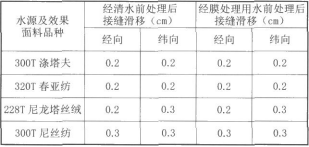
按1.4.2中的断裂强力、撕破强力、接缝滑移要求对经两种水质按冷堆+平幅前处理后织物物理性能的变化情况,结果见表5、表6、表7。 表5使用两种生产用水前处理后对织物撕破强力的影响
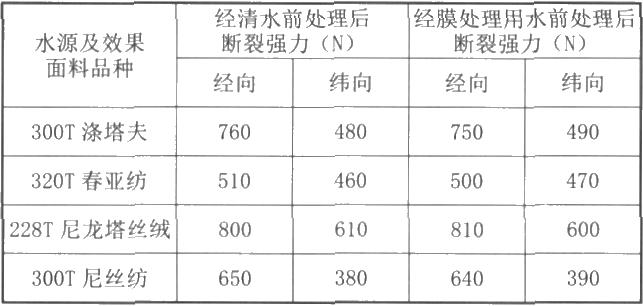
表6使用两种生产用水前处理后对织物断裂强力的影响 表7使用两种生产用水前处理后对织物接缝滑移的影响
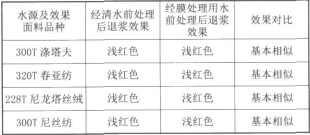
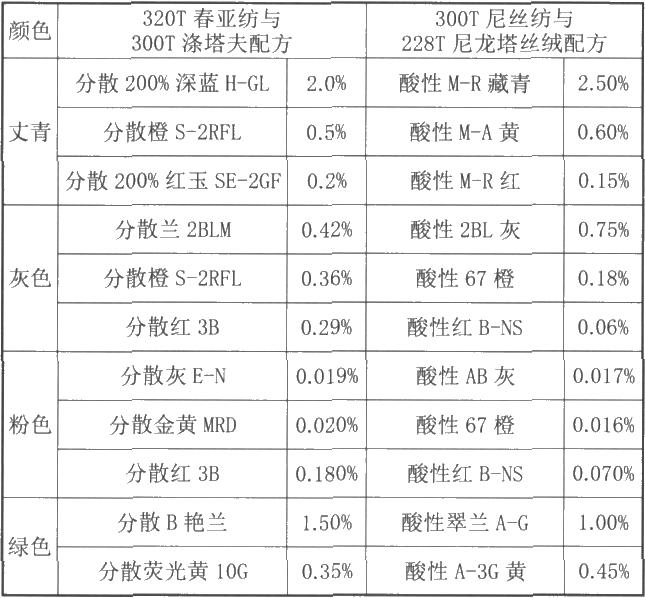
从表2、表3、表4、表5、表6、表7中的数据可以看出,经使用清水与膜处理两种不同水质在相同工艺条件下进行织物的前处理,处理后织物的退浆效果、退浆率,对织物布面污物的去除效果,对织物的撕破强力、断裂强力等物理性能的影响程度基本相似。证明膜处理水质是适应化纤面料的染整加工。 2.3颜色影响对比 染色水质直接影响着产品的品质和染色的一次成功率,特别是大小样的颜色色差和缸差问题。以自来水样为原样,分别对膜处理水样、清水水样进行电脑测色(测色光源选用D65),以下是具体测色情况: 表8使用两种生产用水与自来水对织物染色的配方表
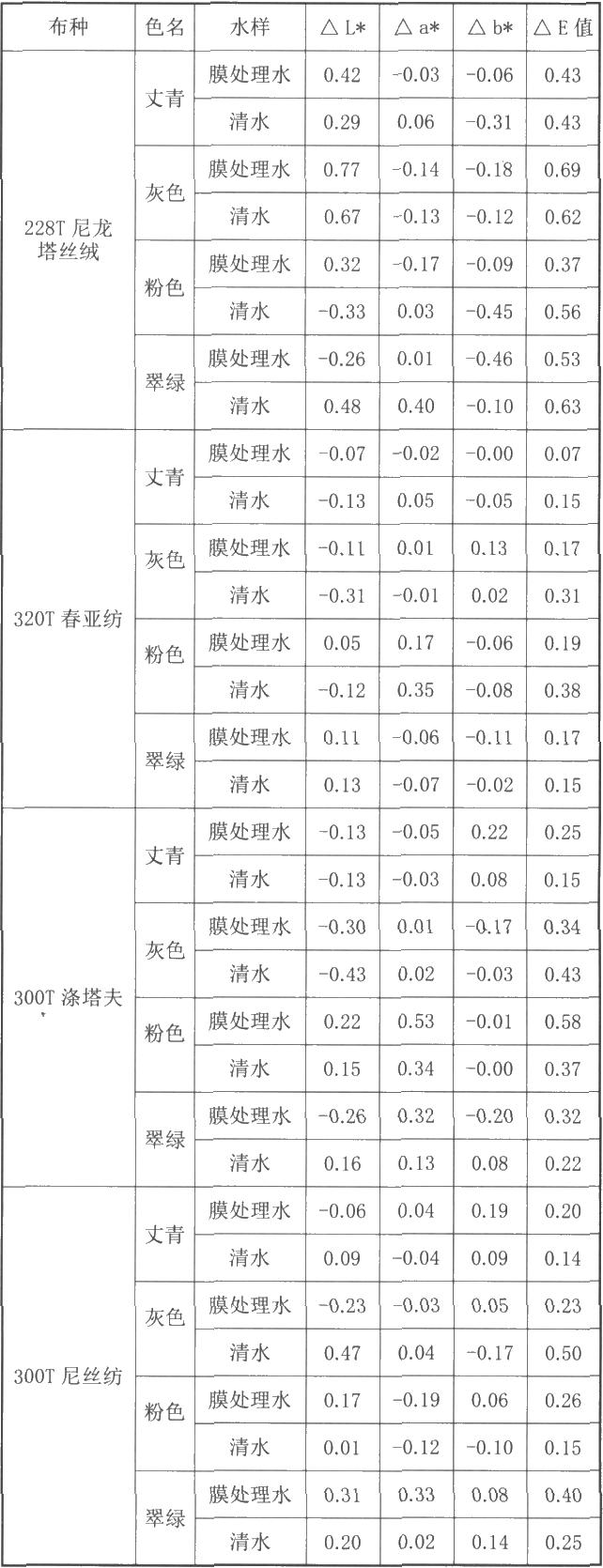
表9两种生产用水与自来水对不同织物 颜色对比的影响情况
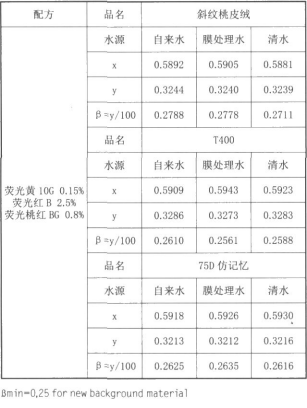
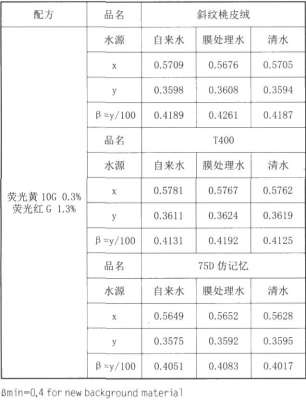
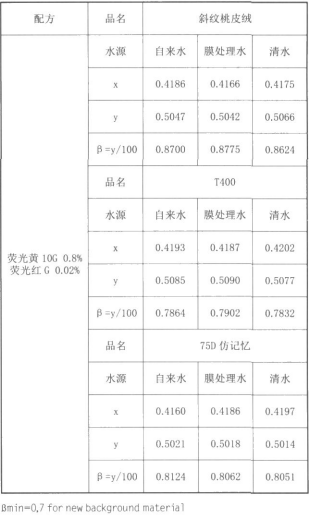
通过颜色对比结果,清水与膜处理水对颜色的变化情况基本相似。 2.4荧光色反光度对比 表10两种生产用水与自来水对织物 荧光红(反光度)的影响
表11两种生产用水与自来水对织物 荧光橙(反光度)的影响
表12两种生产用水与自来水对织物 荧光黄(反光度)的影响
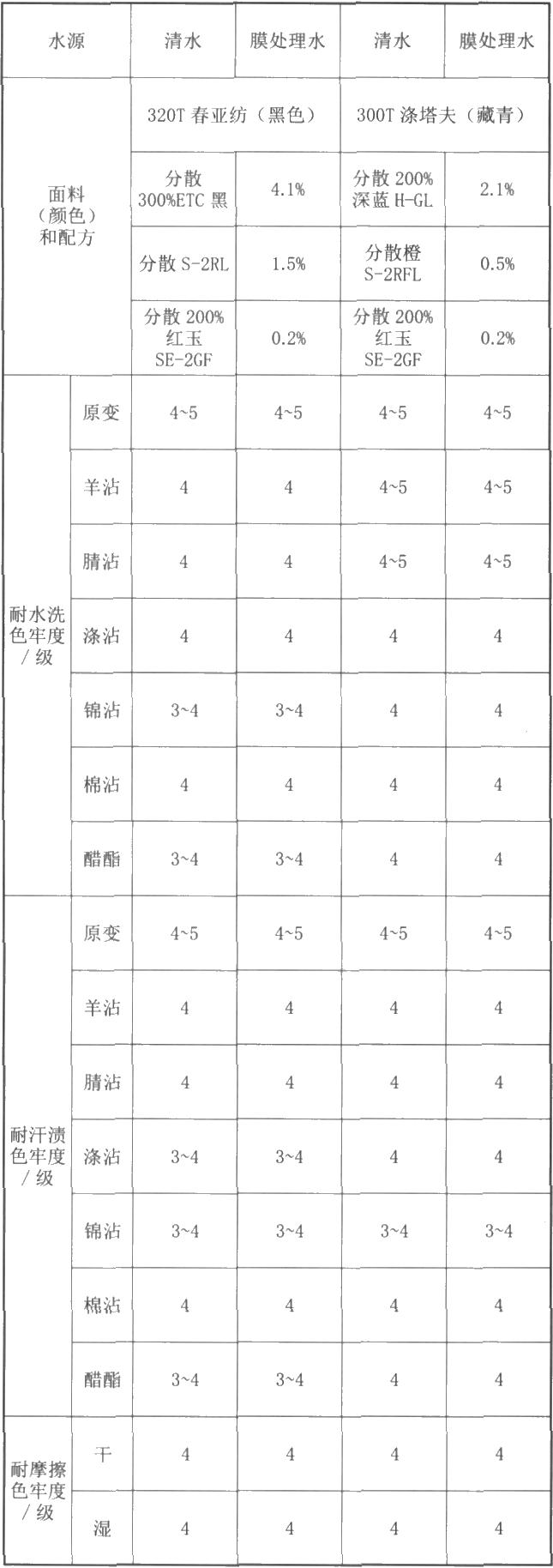
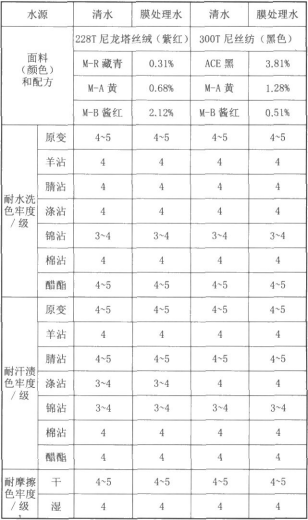
从表10、表11、表12的总体结果来看,使用同一配方、不同面料,三种不同水进行打样,荧光黄、荧光橙、荧光红都能通过且符合EN471的颜色要求,在明亮度方面用自来水和膜处理水打样要比清水打样的艳些。证明膜处理水在分散染料鲜颜色的染色加工是完全没有问题的,色光纯正艳丽。 2.5染色布面牢度及均染性对比 根据表上的染色配方及用两种水样生产,对320T春亚纺(黑色)、300T涤塔夫(藏青)、28T尼龙塔丝绒(紫红)、300T尼丝纺(黑色)进行测试, 成品面料的染色效果见表13,表14。 从表13、表14、表15中的数据可以看出,使用清水与膜处理水两种水样进行大生产加工后,对织物的耐水、汗渍、摩擦牢度基本一致,且布面表观深度差异小布面均匀度好,证明不同水质对织物的染色均匀性和色牢度基本没有影响。 表13使用两种生产用水经分散染料染色后 涤纶面料的色牢度情况
表14 使用两种生产用水经酸性染料染色后 尼龙面料的色牢度情况
表15使用两种生产用水经大生产染色后布面K/S 及生产样染色均匀度对比
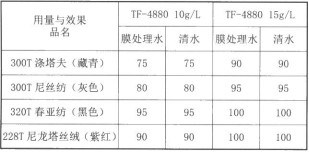
2.6后整理稳定性对比 表16使用两种生产用水经防水整理后 对织物防水等级的影响
从上表16中的数据可以看出使用清水和膜处理水染色后经防水整理后织物的防水等级相同,基本没有差异,在现场的后整理实践中,印染废水经过膜处理再生回用与清水按一定比例混合使用在定型后整理碳六、碳八防水或柔软加工,经过长时间的应用,定型工作液性能稳定,没有因为水质的问题引起乳液稳定性破坏,发生恶性泡问题。手感或防水效果达到客户要求,助剂的单位成本与全部使用清水加工也没有增加。 3结论 (1)印染废水再生利用的水质清澈,各项水质指标完全能达到纺织染整工程中对染色回用水的指标要求,产品颜色纯正,品质稳定。 (2)通过对印染废水反渗透膜处理水与清水按照一定的比例进行混合使用进行染整加工,实现了废水的处理再利用,减少企业的用水成本,减少废水的排放,经济与社会效益明显。 参考文献: [1]工信部.印染行业规范条件(2017版)[EB/OL]. [2]赵航,聚酯纤维深度节水减排染色新技术的研发及应用[D].西安工程大学.2016. [3]戴日成,张统.印染废水水质特征及处理技术综述[J]. 给水排水,2000. [4]张宇峰,滕洁,张雪英,等.印染废水处理技术的研究进展[J].工业水处理,2003,23(4):23-27. [5]沈东升,冯孝善,沈益民,等.我国印染废水处理技术的现状和发展趋势[J]环境污染与防治.1996(01):26-28. [6]黄川,刘元元,罗宇,等.印染工业废水处理的研究现状[J].重庆大学学报(自然科学版),2001(06):139-142
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||