|
 
.jpg)  浙江省印染行业协会 电 话:0571-87039794 28807660 地 址:浙江省杭州市上城区解放路138号2号楼东5楼502室 网 址:www.zjyr.net |
筒子纱冷堆前处理的研究2022-08-12邹娟娟
筒子纱冷堆前处理的研究
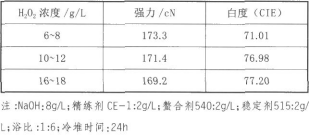
江苏君霖纺织科技有限公司 邹娟娟 摘要:从节能减排入手,采用冷堆精练、漂白一浴的短流程前处理工艺,对双氧水浓度、冷堆时间等因素进行探讨,得出冷堆前处理的一般工艺。通过与高温前处理工艺进行对比,证实筒子纱冷堆前处理工艺极大的节约了能源,减少了废水的排放。 关键词:节能减排;冷堆前处理;筒子纱 前言 自然界的能源资源是有限的。能源保护已成为全世界共同注目的问题。染整行业的节能工作己开展多年,但和国外先进企业比能耗差距很大[1]。 近二十年来国内筒子纱染色总量增加非常迅猛,目前,筒子纱染色前处理大都是采用高温煮漂工艺,能源消耗大,产生废水多。为此对筒子纱前处理工艺进行探讨,从而实现真正意义上的节能减排。 双氧水用于筒子纱漂白应根据漂白设备而定。主要方式有:筒子高温高压漂白、筒子冷漂。高温前处理工艺;H202浓度:4g/L:温度:120℃时间:40min; pH在10~11之间;浴比:1:7.5。冷堆漂白时,需用双倍以上的双氧水浓度,冷堆24小时以上才能获得相同白度,但可节省水、电、汽等能耗达40~50%。 冷堆过程分析:筒子纱冷堆前处理工艺冷堆过程可分为浸渍、密封、堆置、水洗四个阶段,前两个阶段针对工作液的吸附、扩散;第三步对杂质、色素进行溶胀、皂化及氧化,最后一步对已经降解、皂化、碱水解、乳化的杂质清除[2]。 棉及棉混纺筒子纱的前处理冷堆工艺的反应温度低,在室温堆置时,工作液中化学药剂浓度较高,适用于细纱支、白度要求不是很高的筒子纱加工[3]。冷堆极大地节约了能源投资,给筒子纱的前处理生产带入便捷、环保。为可持续发展奠定了基础。 1试验 1.1试验材料和仪器 1.1.1试验材料 40支纯棉筒纱、密封塑料袋 1.1.2试验染化料 化学助剂 稳定剂515(南通斯恩特化学品厂);螯合剂540(南通斯恩特化学品厂)精练剂CE-1(南通斯恩特化学品厂):氢氧化钠(镇江市化剂厂);双氧水(上海桃浦化工厂);皂洗剂W-l(南通斯恩特化学品厂) 染料 活性黑CL-SP(科莱思贸易有限公司)。 1.1.3试验仪器 YGB021DX-3电子单纱强力机;SX-GE5188袜裤机;WD-SD d/o色度、白度计;COLOR-EYE3100电子测色配色仪;YB571II双层铁皮电炉;YG086缕纱测长机;LABWIN-1染色机:pHS-25数显pH计;R-3定型烘干机;BS-400S电子天平。 1.2试验方法 1.2.1高温煮漂工艺流程 纯棉筒纱→高温前处理(120℃×30min)→煮热水(80℃×15min)→酸洗(50℃×10min)→除氧酶(30℃×10min)→水洗→染色 1.2.2冷堆煮漂工艺流程 纯棉筒纱→浸渍冷堆液(常温×20min)→脱水冷堆→热水洗(50℃×l5min)→酸洗(50℃×10min)→水洗→染色 1.2.3强力测试 强力测试根据GB 3923-83测定 引用标准GB 6529-86纺织品的调湿和试验用标准大气GB7565中规定采样。 测试方法:隔距长度500mm采用500mm/min的拉伸速度,按常规方法从简子上退绕纱线。在夹持试样前,检查钳口准确地对正和平行,以保证施加的力不产生角度偏移。夹紧试样。记录断裂强力和断裂伸长率值。测十次取平均值。 1.2.4毛细效应测试 毛细效应测试根据ZBW040 19-90测定 测试方法:将蒸馏水或0.5%重铬酸钾溶液,注入不锈钢恒温槽内,至适当高度。使恒温槽内液体温度保持在27±2℃范围内。调整仪器,使液面均处于标尺的零位。将纱线紧密地卷绕在适当尺寸的矩形框上形成不小于30cm×2.5cm的薄层,每个样品至少制备三份试样。在试样上端张力夹上平面与标尺的零位线对齐。设定测试时间为30min。开始测试,30min时立刻量取每根试样条的渗液高度。在渗液高度参差不齐时,测量渗液最低值。 1.2.5上染率测试 用分光光度计测定最大吸收波长下染液吸光度AO,染料在纤维上的吸附百分率为: 吸附百分率/%=(1-A。/Aono)×100 式中:A--残液的吸光度; Ao--空白染液的吸光度; n--残液的稀释倍数; no—空白染液的稀释倍数。 2试验结果与讨论 本实验主要对影响冷堆精练、漂白一浴的短流程前处理工艺的因素:双氧水浓度、冷堆时间等进行研究,得出冷堆前处理一般工艺,再与高温前处理工艺相比较,并以白度、强力、毛细效应、上染率、吸浆率、筒子内外层色差,能源、成本等作为检测前处理工艺优劣的尺度。在符合筒子纱生产要求的情况下实现真正意义上的节能减排。 2.1浓度对冷堆效果的影响 实验中,选取不同的双氧水浓度进行处理,测定其强力和白度,结果如表1所示: 表1双氧水浓度对冷堆效果的影响
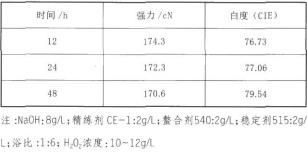
由表l可以看出;双氧水浓度增加,棉织物的白度也在增加,但同时纱线强力也在下降,当漂液里双氧水浓度达到10~12g/L,已经可以达到漂白要求,浓度再增加,白度随之增加并不明显,反而使纤维受损增加,从而影响织造,严重影响生产。 2.2时间对冷堆效果的影响 在试验过程中,我们选取了不同时间进行比较,并测定其强力和白度,结果见表2: 表2时间对冷堆效果的影响
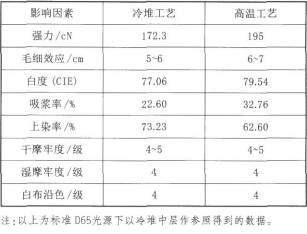
由表2可以看出:随着时间的延长,棉织物的白度在不断加强,而其强力却在下降,影响织造,有时因生产需要,堆置时间延长到48小时也无妨,但是如果堆置时间太长或包裹不紧、或碱量不足,会导致局部水分蒸发,产生干燥泳移,影响筒子染色的均匀性。同时堆置时间的延长使得纤维发生脆损,织造时容易产生破洞,影响成品。所以在白度合乎要求的情况下尽量减少堆置时间是有利的。 通过对冷堆漂白的工艺因素分析得出冷堆前处理的最佳工艺:双氧水浓度:10~12g/L:冷堆时间:24h: pH在10.5~0.8之间;浴比:l:6。 2.3高温漂白和冷堆漂白比较 高温漂白和冷堆漂白比较见表3~4: 表3高温煮漂和冷堆煮漂效果比较
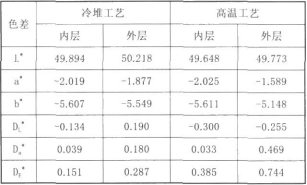
由表3比较可以看出:冷堆工艺能够满足筒子纱生产要求,由于筒子纱染色是浸染,染料有足够的时间渗透进入纤维内部,因而毛细效应略低不影响上染率及色牢度。毛细效应下降,吸浆率略低,上染率却略高于高温煮漂工艺,这是因为经冷堆处理的纱线毛细效应低使得染色后表观深度增加,得色增加,节省染料的成本,减少废液的排放。 表4内外层色差比较
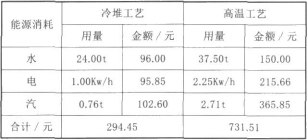
由表4可以看出:冷堆工艺的内外层色差也相对减少,这是由于冷堆是在室温中长时间缓慢浸透,无论筒子松紧大小,不会发生泳移,密封好使得化学药剂的渗透性都极佳,不会造成处理不匀,所以相对煮漂工艺,内外层白度及上色率均匀。 2.4成本核算 对于染厂而言,选择加工工艺的标准是,在达到加工目的的前提下,尽可能的减少成本。所有计算参数均来源于实际生产: 表5能源每吨纱消耗比较表
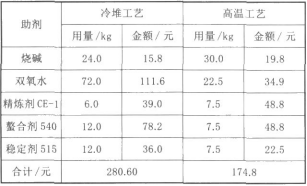
表6助剂每吨纱成本比较 由表5比较可以看出:冷堆前处理工艺比高温前处理工艺节省水54.00元,节省电119.81元,节省汽263.25元,总计每吨纱可降低前处理能源成本437.06 元。 由表6比较可以看出:冷堆前处理工艺比高温前处理工艺多耗用助剂,每吨纱助剂成本增加105.8元。
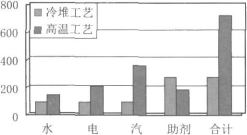
图1冷堆工艺与高温工艺的成本核算 由图可知,冷堆前处理工艺比高温前处理工艺节省水36%,电55.56%,汽71.96%,总计每吨纱可节省前处理成本331.30元。 3结论 (1)化学降解都在室温下完成,水洗虽然需要加热,但由于冷堆浸渍效率高,剩余残液少,清洗容易,相比高温处理,大大节约了水、电、气等能源,缓解了清洗压力。 (2)冷堆前处理不仅自身清浩容易,而且可使计划调度得以分类分配机台,节约了其他机台因频繁换品种的清洁时间。 (3)设备利用率高,生产效率得到提高,缺点是占用堆放场地,增加人工,但可根据车间情况灵活安排。助剂成本增加,但漂白废水可以回收再利用,进行续缸生产[4]。 (4)冷堆工艺虽然不能面面俱到,但将冷堆工艺与常规工艺结合应用,给染厂环保节能、清洁生产提供了一种经济的生产途径。 参考文献: [1]徐谷仓,陈立秋,染整节能[MJ.北京:中国纺织出版社. 2001.第一版 [2]翟富,安峰,双氧水冷堆工艺的探讨[J],印染,1989. 15(5).19—23 [3]郑光洪,蒋学军,杜宗良.印染概论[M],北京:中国纺织出版社,2005,第二版漂白车间的废水回用[J],上海纺织科技.1976,(1),10 -11
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||