|
 
.jpg)  浙江省印染行业协会 电 话:0571-87039794 28807660 地 址:浙江省杭州市上城区解放路138号2号楼东5楼502室 网 址:www.zjyr.net |
定形生产中施加助剂方式的分析2022-02-25付永津 张 贵 杨爱民
定形生产中施加助剂方式的分析
互太(番禺)纺织印染有限公司 付永津 张 贵 广州弘禹环保科技有限公司 杨爱民 摘要:分析了典型定形过程中轧槽给液存在的弊病和不足,介绍喷雾给液技术在定形过程的应用,阐述了喷雾给液的工作原理以及设备的构造,计算了使用喷雾给液技术可以获得的经济和环境效益,给出了喷雾给液技术的应用案例,说明该技术用于定形过程具有很好的适应性。 关键词:助剂 喷雾给液 整理 定形工艺 0 前言 定形工序是纺织印染生产过程中最重要的工序之一。在定形工序中,需要对织物施加各种的助剂,达到提高织物的稳定性、增加织物的使用性能和改善织物的手感等目的。在实际生产过程中,施加助剂的方式不同,不仅所需要的生产设备不同,而且将影响到定形的生产流程、定型生产工序的能耗、定形的废水产生量、产品质量以及定形生产成本。为了促进染整生产的节能减排,作者根据多年的生产实践经验,对定形过程中施加助剂的各种方法进行分析和总结。 1 不同的施加助剂方式 1.1 轧槽施加助剂 轧槽施加助剂是最常用和最典型的方法,它是将助剂配成一定浓度的溶液,加入轧槽。织物通过轧槽吸收助剂溶液,在轧辊的压力下增加织物的带液量,通过轧辊的压力控制轧余率,以控制助剂带液量。织物定形整理工艺引入中国以来,基本上都是使用轧槽施加助剂的方法。使用轧槽施加助剂的定形工艺生产流程为: 染色→烘干→定型(轧车浸染)→成品。 1.2 喷雾施加助剂 喷雾施加助剂是将整理需要的助剂配成一定浓度溶液后,以喷雾的形式直接喷洒到织物的表面。控制溶液的浓度以及喷雾量的大小就可以控制织物的带液量。喷雾施加助剂的方式又可以分成加压喷雾和飞碟喷雾。 (1) 加压喷雾:在压缩空气的作用下,使溶液形成微小液沫,喷洒到织物表面。 (2) 飞碟喷雾:助剂溶液盛在飞速旋转的飞碟中,在离心力的作用下,通过飞碟上的微孔形成微小液沫,喷洒到织物表面。 由于加压喷雾的效果受到压缩空气的影响太大,不稳定,导致在生产中实用价值不大,不采用。生产中使用的是飞碟喷雾。 使用喷雾施加助剂的定形生产流程为:染色→轧水→定型(喷雾施加助剂)→成品。使用喷雾施加助剂的方法可以减少一次烘干工序。 1.3 两种方式的比较 施加助剂方式的不同导致有不同的操作和生产流程,在生产过程有着许多的差异。 表1轧槽施与喷雾施加助剂对比
从表1可见,喷雾施加助剂方式具有节能减排的效果。 1.4 经济教益和环境效益 以棉针织物为例,当只使用一种助剂,使用喷雾施加助剂方式与轧槽施加助剂方式相比较,可以获得的经济效益和环境效益可见表2。 表2 喷雾施加助剂方式的经济效益和环境效益
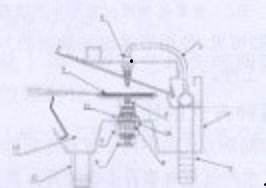
对于表2中数据有以下说明: (1)节约热能和节约电量中,减少一次烘干节约的能量,也考虑到湿定形增加的热量和喷雾设备运行时的电耗。 (2)从表2中的数据可见,使用喷雾施加助剂可以使到每吨产品节约400多元的成本,表现出良好的经济和环境效益。引进喷雾施加助剂设备将在一年以内回收成本。 2 喷雾施加助剂技术 2.1 喷雾工作原理 在喷雾施加助剂过程中,所使用的喷雾装置构造可见图3。
图1 飞碟喷雾系统的构造 l机架;2进浆管;3注浆管;4注浆头;5飞碟;6传动轴;7轴承座;8轴承;9皮带轮;10橡胶密封圈;11紧固螺母;12排浆管;13回收槽 喷雾装置的工作原理如下, 机架(1)的两侧分别安装有进浆管(2)和排浆管(12),机架的中部安装有飞碟喷雾组件。助剂溶液加压分别进入进浆管、注浆管(3)和注浆头(4),并从注浆头加注到飞碟(5)。带着微细孔的飞碟被传动轴(6)带动,飞速旋转。飞碟中的助剂溶液在离心力的作用下从微细孔喷出,形成微米级雾状喷射出去,均匀渗透织物表面和内部。部分未能喷射到织物的助剂溶剂滴下,由回收槽(13)收集回收。系统配备一键自动清洗,减少人工清理,方便更换助剂。 2.2 主要技术参数 加工最大幅宽: 225cm 喷雾颗粒度: 20微米左右 给液量: 20-3330ml/min,以织物不滴落浆液为准 助剂溶液粘度: <130mPa.s,适用于绝大部分助剂 加液均匀度: 左中右轧余率增加差异2%以内 3 应用案例 3.1 喷雾施加助剂替换轧槽施加助剂 以一个实际的用喷雾施加助剂方式替代轧槽施加助剂的案例,分析其结果。有关助剂配方以及试验结果可见表3。 表3 替代试验结果
在表3中,配方是轧槽施加助剂时使用的配方。试验1到试验4是替代时使用的试验配方。从表3中的结果可见,试验3效果与配方的结果相当,即用喷雾施加助剂替代轧槽给液时,需要将原来的助剂浓度提高3.5倍。而助剂的实际使用量的情况可见表4。 表4 助剂的给液量和使用量的计算
从表4可见,虽然使用喷雾施加助剂时助剂的浓度要加大,综合施加量来考虑,助剂的使用量基本不变。 3.2 生产实例 在作者所在企业中,喷雾施加助剂方式已广泛用于各种产品的定形生产。表5是部分生产实际应用案例。用于各种产品的定形生产。表5是部分生产实际应用案例。 表5 实际生产案例
从表5可见,在许多的功能型整理中都可以运用喷雾给液技术,并达到较好的效果。 4 小结 综上所述,喷雾给液技术运用于定形生产中,可以减少能耗,减少助剂的使用量和损耗量,减少高浓度的废水产生和排放,具有良好的经济和环境效益,是染整行业中值得推广的技术。
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||