|
 
.jpg)  浙江省印染行业协会 电 话:0571-87039794 28807660 地 址:浙江省杭州市上城区解放路138号2号楼东5楼502室 网 址:www.zjyr.net |
植绒印花丝光棉保暖面料印染工艺研究2021-12-27 王益峰 周忠翰 孙旭安
植绒印花丝光棉保暖面料印染工艺研究
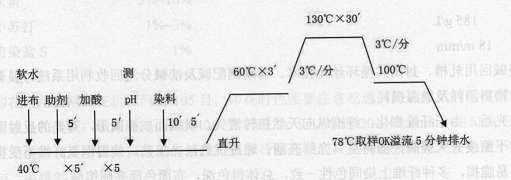
浙江富润印染有限公司 王益峰 周忠翰 孙旭安 摘要:采用表层为59%的40支棉/天丝/铜氨混纺纱,里层为41%的100 D/288F超细涤纶网络丝, 在双面大圆机织成针织双层坯布,经除油、染涤、丝光、练白、植绒、印花、拉毛、定形、预缩等工序加工制成。创新设计坯布染色后植绒,再印花、拉毛的工艺流程,避免植绒的绒毛因前处理、染色受到损伤,赋予产品色彩丰富、具有刺绣般的独特装饰效果;结合特殊性能纤维混纺织造制定轻丝光工艺,在增强织物光泽,提升得色深度的同时避免纱线受损;研发抓毛、蒸呢、预缩连续化的机械整理技术,使产品反面具有毛呢般的柔软手感,十分保暖,同时解决了织物抓毛后尺寸发生的巨大变化,使织物形态稳定、不易变形;产品抗 静电性好,是一款优良的绿色时尚保暖面料。 随着生活水平的提高,内衣外穿越来越深入到人们的生活之中,个性化和时尚化的保暖内衣越来越受到消费者的青睐,所以在冬季穿上具有丝光棉风格,又有立体浮雕花纹的保暖衬衣,能更能满足消费者的需求,具有强大的市场竞争力。植绒印花丝光棉保暖面料纹路清晰、吸湿排汗、透气性好,穿着舒适,四季皆宜,满足了人们个性化的要求。 1 设计思路 选用40S棉/天丝/铜氨混纺纱为表层、100 D/288 F超细涤纶网络丝为里层的双层针织坯布,天丝面料有真丝般的手感和优雅的光泽,具有黏胶纤维良好的吸湿性,又有合成纤维那样的高强度是服装面料的极品。铜氨丝是从纯天然植物纤维中提炼出的一种可自然降解的全新绿色环保再生纤维素纤维,不污染环境,是赶超世界潮流的绿色环保纺织品。铜氨丝纤维具有优异的染色和显色性,可以染成各种鲜艳的颜色,铜氨纤维还具有良好的爽滑性和抗静电性,可与任何材料复合,制成各种高档丝织和针织物,拓展了新质感的表现领域。棉与天丝、铜氨混纺,面料光泽,爽滑,具有良好抗静电性。通过染色、丝光、植绒、印花、拉绒、后整理,使保暖内衣即保暖又时尚,增强面料实用性能。 2 原料选择及织造编织工艺: 机型 中国台湾双面大圆机 机号 32针/25.4mm 筒径 30” 幅宽 140 cm 针织物采用正面为59%的40支棉/天丝/铜氨(56%棉39%天丝5%铜氨)混纺纱、反面为41%的100D/288F超细涤纶网络丝进行编织成双层坯布。 3 印染工艺 工艺流程:坯纱选择→织造→除油→染涤→丝光→练白→植绒→印花→蒸化→水洗→加起毛剂→ 拉毛→加软定形→DF处理→预缩→成品检验→包装→出厂。 3.1 除油工艺 在纺纱过程通常会加入平滑剂,柔软剂,油剂等防粘助剂,我们采用洗涤剂EPD-C进行除油,采用此工艺,既可以避免纱线受损,也可以避免丝光时因布面带油剂而造成的油斑、碱斑等一系列病疵。 设备选型:采用立信THEN节能型气流染色机。 工艺参数: 温 度: 98℃ 时 间: 20 min 洗涤剂EPD-C: 0.8 g/L 3.2 染色工艺 3.2.1涤纶染色 染色只染涤不染棉,我们采用新一代气流缸染色,织物借助于含有湿气或者水蒸汽的气体通道而循环,无需染液或水介质输送织物,大大减少了染料,化学助剂及能源的消耗量。通过调整行机参数, 减少天丝擦伤。同时,织物在缸中搓揉,赋予织物软糯的手感。 染色处方: 分散黄SE-RL O.126% 红S2GFL 0.445% 深兰H-GL l.515% 冰醋酸 1.0g/L 硫酸铵 0.5g/L 匀染剂 0.67g/L 植绒印花丝光棉保暖面料涤纶染色工艺曲线如图l所示。
图1 涤纶染色工艺曲 3.2.2还原清洗工艺 降温到78℃取样OK后,直接加入纯碱和保险粉进行还原清洗,还原清洗处方: 纯 碱 3g/L 保险粉 2 g/L 还原清洗工艺曲线如图2所示。
图2 还原清洗工艺曲线 3.2.3底布定形工艺 定形的目的主要是消除在染色过程中产生的皱痕,保持织物表面平整,采用立信门富士定形机, 工艺参数为: 温度: 170℃ 车速: 60 m/min 超喂: 10% 风量: 1500 r/min 轧车压力: 5 kgf/cm2 3.3 丝光工艺 采用国产自行设计红旗无张力平幅针织丝光机,该平幅丝光机适用品种广、操作方便,其加工的针织物染色后色泽艳丽,布面有光泽,尺寸稳定性增加,缩水率低,能节省染料,优选丝光工艺参数为: 丝光碱浓 185g/L 车速 18m/min 采用丝光淡碱回用轧槽、封闭式循环丝光技术、自动测配碱及淡碱分流回收利用系统,显著降低了丝光过程中的物料消耗及能源损耗。 织物经过丝光后,由于纤维膨化,纤维纵向天然扭转消失,横截面成椭圆形,对光的反射面积增加,因而使织物平整度大大提高,面料更具光鲜亮丽。通过优选丝光工艺,使得铜氨纤维不受损伤, 面料强力极佳不易脆损,多种纤维上染同色性一致,总体得色深,布面色泽亮丽饱满。 3.4 练白工艺 选用回用碱练白,回用碱通过氧化法和苛化法相结合的方法,使污碱中的有机还原物质和无机杂质基本除净,使回收碱完全可以循环使用于生产。 练白工艺处方: 回用碱340 5g/L 双氧水 5g/L 1003双氧水稳定剂 0.5 g/L 精炼剂3001 1g/L 温度 98℃ 时间 20 min 练白完成后加入0.5 g/L冰醋酸中和。 3.5植绒工艺 采用静电植绒,植绒是利用电荷同性相斥异性相吸的物理特性,使绒毛带上负电荷,把需要植绒的物体放在零电位或接地条件下,绒毛受到异电位被植物体的吸引,呈垂直状加速飞升到需要植绒的物体表面上,由于被植物体涂有胶粘剂,绒毛就被垂直粘在被植物体上,因此静电植绒是利用电荷的自然特性产生的一种生产新工艺。 采用植绒机流水线式植绒,可实现从底布的上胶、植绒、烘干、浮绒清除一次性全自动完成,绒毛选用粘胶纤维(长度为0.05 cm),黏合剂选用环保自交联黏合剂,化学稳定性好,对坯布及绒毛的粘结力大,手感软,使用时加入少量交联剂,利于提高植绒牢度,又不致损坏绒毛。静电发生器输出直流电压60 kv。两极板间距8 cm,在植绒结束后,就进入烘箱进行烘干。烘干温度130℃,时间5 min。 将烘干后的布直接喂入刷毛机尽行刷毛处理,将植绒布布面上残余的浮毛清理掉,并用吸尘器收集清理下来的绒毛。 3.6 印花工艺 3.6.1调浆印花工艺 在花型图案色彩设计上采用金昌电脑绘图与配色系统,通过变化的方式进行搭配组合,注重植绒风格与色彩的巧妙结合,使产品的色彩层次丰富、立体感强。 活性色浆处方: 低粘海藻酸钠糊 50% 活性染料 x 尿素 5%-10% 小苏打 1%-3% 防染盐S 1% 合成 100% 印花采用圆网印花机,网目105目,印花时色浆要注意吃透,防止植绒的毛根部吃浆不饱满,影响花型效果和美观;烘房温度:100-120℃,磁力:95,车速20-30 m/min,均匀烘干,防止搭色;烘房温度不能过高,防止海藻酸钠与活性染料和纤维起反应,从而退浆困难,使布面不平,导致后续拉毛不匀、手感差。 3.6.2蒸化工艺 蒸化是用蒸汽来处理印花织物的过程,其目的是使印花织物完成纤维和色浆的吸湿和升温,从而促使染料的还原和溶解,并向纤维中转移、固着,蒸化前采用自制加湿装置给湿,提高蒸化固色牢度及得色率,降低染料用量,减少废水排放,并能提高产品合格率。 工艺参数: 温度 102℃ 蒸汽 0.04 MPa饱和蒸汽 时间 10 min 蒸化机是用于对织物印花或染色后进行汽蒸,使染料在织物上固色的专门设备。织物经过进布刀链连续向蒸化机进布,由于进步刀链轮片长时间处于工作状态,会经常出现链轮片磨损严重而无法正常工作的情况,需要将整支转轴拆下再更换链轮片才可继续正常工作,更换时间较长,不仅耽误生产, 还增加了能耗,造成蒸汽浪费,为此,自行研制一种蒸化机刀链链轮装置,该装置己获国家实用新型专利授权(专利号:ZL201720131111.5),采用双排甚至多排链轮片的链轮结构,在其中一链轮片磨损而无法正常使用时,就可以将进刀链快速转移到其他的链轮片上就可继续正常生产,避免了仅有的一 个链轮片磨损严重需要将整支轴拆下,再更换链轮片而占用大量生产时间的情况,且造成大量蒸汽能耗浪费,实现了生产过程中链轮片快换的技术效果,且出现刀链起跳故障时,另外的链轮片也能照常使用,大大减少浪费现象,降低能耗,提高生产效率。 3.6.3水洗工艺 水洗时要防止摩擦使植绒绒毛掉下来,故选用平幅针织物印花后水洗机水洗,水洗反应箱采用逆流漂洗工艺,除相邻洗槽间洗液逆流外,槽内还分格迂回逆流,低水位、小浴比,洗液交换充分,提高水的循环利用率,减少新鲜水使用,节约蒸汽。工艺流程: 1#、2#缸冷水冲淋→3#、4#、5#缸水温90℃左右209皂洗剂4g/L→6#、7#缸冷水清洗→脱水→开幅→烘干。 3.7后整理抓毛定形工艺 3.7.1加起毛剂 为确保抓绒的效果,抓毛前对面料进行加起毛剂定形,起毛剂处方如下: 起毛剂 1.5% 抗静电剂 1.0% 定形工艺参数: 烘房温度 160℃ 车速 30 m/min 压力 2.5 kgf/cm2 3.7.2抓毛工艺 抓毛采用鹰游MB331D36起毛机,拉毛进布要平整,抓毛时确保前后机台速度均匀一致,尤其是开机、关机时,反应要快,谨防导布辊拉弯变形,针布受损。 抓毛工艺: 布速 14.5 m/min 锡林转速 67 r/min 蹲毛辊转速 35 r/min 起毛辊转速 30 r/min 后导张力 1.004% 前导张力 0.970% 为解决布面手感发硬形象,确保布面松弛有回弹,需及时调整顺针、逆针及大锡林参数。 3.7.3加软定形工艺 自制有机硅柔软剂 60 g/L 温度 170℃ 车速 30 m/min 3.7.4 蒸呢整理、预缩 我们在DECOFAST设备上连续加压蒸呢,劳动强度小,连续化程度高,蒸呢效果好。经DF蒸呢整理,使织物手感滑爽,挺括,外观光泽好。抓毛后织物尺寸发生巨大变化,DF蒸呢整理后需预缩处理,使织物形态稳定、不易变形,保证门幅、缩水达到标准。 DF蒸呢整理工艺: 蒸汽辊压力 2.0 bar 导管蒸汽压力 0.80 bar 速比 60% 机器车速 23 m/min 4 植绒印花丝光棉保暖面料产品性能 “植绒印花丝光棉保暖面料”产品执行标准为GB/T 22848-2009《针织成品布》,产品质量指标由绍兴出入境检验检疫局综合技术服务中心测试:抗静电按照GB/T 12703.1-2008半衰期法由国家生态及功能纺织品服装质量监督检验中心测试,根据上述加工工艺生产植绒印花丝光棉保暖面料,图案效果如图3所示,并对其抗静电及其它相关性能进行测试,结果如表1所示。
图3 植绒印花丝光棉保暖面料图案效果 表1 植绒印花丝光棉保暖面料产品性能
由表l和图3可知,通过上述加工工艺生产的产品,抗静电性好,是一款耐久型抗静电纺织品;各项技术指标全部符合GB/T 22848-2009《针织成品布》优等品要求,尺寸稳定,质地柔软、不易起毛起球、顶破强力高、色牢度好,正面色彩层次丰富、花型精细、具有丝绸般的光泽、又有绣花般的植绒立体花纹,一款优良的绿色时尚保暖面料。 5结束语 选用自行配比的特殊性能纤维混纺织造、通过除油、染涤、丝光、植绒、印花,抓毛、功能性整理等,使保暖面料正面具有丝一般的光泽、刺绣感的独特装饰效果,色彩层次丰富、立体感强,面料穿着舒适,个性时尚;连续化的机械整理技术,赋予面料毛呢般的柔软手感和良好的保暖性,产品形态稳定、不易变形,外观光泽好,同时,节约用水、减少污染物排放。
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||